Technical
Safety Devices produce a vast range of roll cages which are developed and manufactured to the highest industry standards.
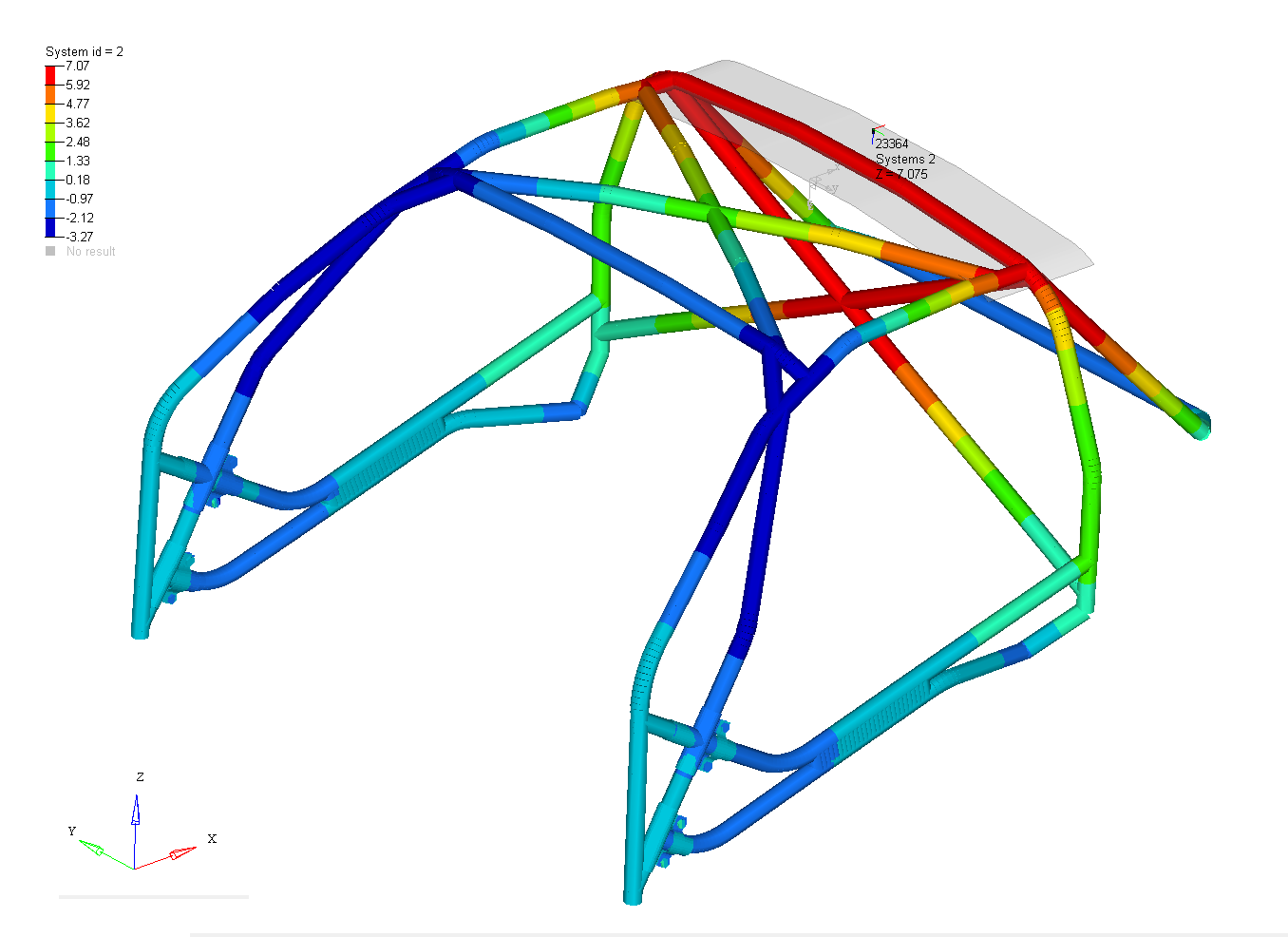
Products under development are installed directly into vehicles by our highly accomplished and experienced development engineers who ensure not only a product that fits neatly into the space available, but also provides the best ergonomic solution. The prototype is then scanned to impressive accuracies of +/- 0.1mm using our FARO Arm, a portable Co-ordinate Measuring Machine (CMM), to reduce measuring time and human error. This data is then processed through Autodesk PowerInspect to produce the initial centre line model followed by the full assembly. The development is then transferred to our skilled CAD engineers who use the latest SolidWorks CAD software to optimise parameters such as materials, diameters and tube gauges to reduce weight but maintain strength. Multiple solutions are tested with Finite Element Analysis, which provides accurate stress analysis for the roll cage and highlights the most appropriate solution. Our final designs are submitted to the Motor Industry Research Association (MIRA) for independent verification.
Safety Devices also operate a Creform HandyScan Laser scanner which can be used to capture the internal or external features of vehicles. From the raw data, our engineers can model the entire vehicle within VX Elements without a vehicle even entering the workshop. Once the data is optimised it can be exported to Solidworks ready for the design of the roll cage to commence.
All design information is exported from SolidWorks directly to our modern manufacturing facility via our unique, purpose built software system. This enables programmes to be loaded directly onto our full Computer Numerically Controlled (CNC) bender, plasma tube and plate cutters, thus eliminating human error. It may take a skilled engineer many minutes to cut a steel tube end to create a join with another - it takes our CNC machinery only seconds to produce a more accurate and smooth result.
All products are assembled and fabricated using fixed manufacturing jigs to ensure minimum weld distortion, which in turn results in an unrivalled installation. ‘No go jigs’ which have zero error tolerance, are used as a final, fail safe check.
To comply with rigorous quality control procedures implemented to satisfy our ISO 9001 quality management standard certification, the FARO Arm and Laser Scanner are regularly used to scan the finished components as they leave the warehouse, the results of which are directly overlayed and compared to the prototype to ensure accuracy has been maintained throughout the processes.
We believe this extensively detailed and specialised engineering process is what makes Safety Devices roll cages some of the very best in the world.
Motorsport (competition) roll cages
Motorsport roll cages must conform to the rules outlined by the sports governing bodies. We are happy to advise whether specific products comply to your requirements, however, for your reference, we have also included links below to the common requirements of MSUK and the FIA.
Important Information on Homologation
No certification can be cancelled - cages certified under regulations of that period and are now technically outside of current regulations, continue to be homologated. If the car involved is not homologated itself by the FIA, it cannot be used for international events and therefore a certificate cannot be issued for a roll cage for that car.
There are, however, deviations from this in that some National events take place overseas as part of an International event but are run to the MSUK National A regulations, which do not require roll cage certification.
Materials
In order to guarantee that our roll cages will do what they are designed to do should you be unfortunate enough to have a serious crash, we only use the highest quality, reputably sourced job-specific materials - your life and our reputation depend on it.
CDS Carbon Steel
Otherwise known as Cold Drawn Seamless Carbon Steel, this material is used to manufacture all of our standard motorsport and 4x4 roll cages due to its conformity to FIA material specifications and because it offers two essential characteristics: good elongation and receptiveness to welding. Compared to T45, CDS it is a very cost effective material.
T45
Initially used only for aerospace applications, T45 has been used in the manufacturing of Safety Devices’ roll cages for quite some time. The advantage of T45 is that it has a tensile strength approximately twice that of the standard Cold Drawn Seamless tube (CDS). Due to T45’s high tensile strength, we can manufacture the roll cage using tubing of the same diameter but of a thinner gauge (wall thickness). As a guide, this equates to a weight saving of approximately 10 - 15% of the total roll cage weight when compared to CDS. However, this does come at a cost: a roll cage manufactured in T45 is significantly more expensive than its CDS equivalent and is therefore only really required by competitors at the higher end of the motorsport spectrum.
ERW mild steel
Electrically Resistance Welded (ERW) mild steel does not have an adequate tensile strength to comply with article 253 section 8.3 of the FIA regulations relating to material specifications, and is only used for non-structural applications such as roof racks where a durable product is required.
Cr (Chrome Molybdenum) steel
Although popular with some roll cage manufacturers, we do not use Cr in any of our tubular products because its quality consistency is problematic and energy absorption far less effective than T45.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}